焊炬,焊炬与割炬有什么不同?
焊炬与割炬有什么不同?
使用的燃料都是一样的;一个是乙炔。一个是氧气。
但是结构上焊炬只有两路控制;一个是乙炔控制阀;一个是氧气控制阀。在焊嘴上只有一个孔。而割炬除了以上两样功能外,还要在割嘴中心有一个穿心的高压氧气通道和控制阀,看上去像是大圈套小圈一样,目的是吹掉融化的铁渣!
焊炬的工作原理
焊炬是气焊的主要工具,用于气体火焰加热,钎焊和熔化焊.
可用于铁,铜,铝,铅等金属的溶化焊和钎焊.
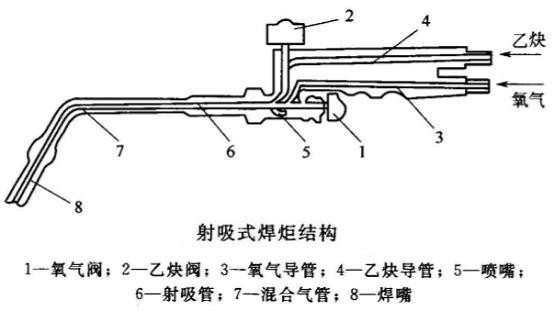
常用的焊炬为射吸式.此类焊炬主要靠喷射器(喷管和射吸管)的射吸作用来调节氧和乙炔的流量,保证乙炔与氧的混合气体具有固定的比例成分,使火焰稳定燃烧.
由于在这种焊炬中,乙炔的流动主要靠氧气的射吸作用,因此无论乙炔的压力是低压或中压,都能保证焊炬的正常工作.
焊炬怎样避免回火爆炸
要保证焊炬气道通畅,焊接过程中防止嘴咀堵塞.使用前焊咀用通针通通,使用时随时观察火焰状态,必要时关火,等嘴咀冷却后,用通针通通.点火前,要先检查氧气通道,同时拔下乙炔皮管,检查焊炬乙炔管口是否有吸力(此时应把氧气阀打开),感觉有吸力,表示乙炔通道正常,如果无吸力,表示乙炔通道有堵塞,这种情况不能点火使用,必须把通道堵塞原因查清并排除,才可使用.点火先开氧气阀,再开乙炔阀.关时应先关乙炔阀后再关氧气阀.特别发生回火时,应先关乙炔阀后再关氧气阀.
焊炬停止使用时,应先关氧气阀门,再关乙炔阀门.是正确的吗
不正确。 应先关乙炔,后关氧气。
焊炬(焊枪),是利用氧气和中低压乙炔作为热源,焊接或预热黑色金属或有色金属工件的工具。是气焊(利用可燃气体与助燃气体混合燃烧生成的火焰为热源,熔化焊件和焊接材料使之达到原子间结合的一种焊接方法。)操作的主要工具。
焊炬按可燃气体与氧气的混合方式分为等压式和射吸式两类。目前国产的焊炬均为射吸式。 射吸式 的乙炔的流动主要依靠射吸作用。即氧气从喷嘴口快速射出,将聚集在喷嘴周围的乙炔吸出,并在混合气管按一定比例混合后从焊嘴喷出。

焊炬在燃烧时有一个基本前提,即从焊炬喷出的气流速度,必须大于燃烧速度。否则火焰将在焊炬内部形成燃烧(俗称回火)。由于 射吸式 焊炬的乙炔流动主要依靠氧气的射吸作用。所以在单独给焊炬通以乙炔时,焊炬喷出的气流速度很容易低于燃烧速度而造成回火。因此, 射吸式 焊炬在投用时应先开氧气,后开乙炔;停止使用时 应先关乙炔,后关氧气。
对于等压式焊炬(国内较少使用),由于不存在回火问题,所以开关顺序对安全的影响不大。但由于乙炔单独燃烧时会产生大量黑灰影响环境,所以仍应遵守和 射吸式 焊炬相同的开关顺序。